Торцовочная пила с двумя головками с ЧПУ.
14 Sep, 2020
Двусторонняя прецизионная пила с ЧПУ — это разновидность двусторонней пилы, разработанная на основе прецизионной пилы с добавлением системы числового управления.

Оно обладает следующими преимуществами:
1. Импортная система числового программного управления, цифровое управление длиной резки, точные размеры.
2. Сервомотор приводит головку в движение влево и вправо посредством импортного шарикового винта, что обеспечивает высокую точность позиционирования при многократном повторении операций.
3. Можно ввести ряд данных для одновременной оптимизации длины, чтобы обеспечить непрерывную резку.
Имеет функцию запоминания исторических данных, один ввод, многократный удобный вызов.
4. Специальное импортное пильное полотно из твердосплава, направляющая для подачи материала при резке с использованием импортной линейной направляющей.
5. Подача пильного полотна осуществляется с помощью гидравлического демпфирующего цилиндра, что обеспечивает стабильную работу пилы.
6. Диапазон обработки большой, длина резки составляет 4200 мм, угол резки — 90° и 45°, при этом оба угла автоматически переключаются кнопкой.

Давайте подробнее рассмотрим следующие станки для распиловки с ЧПУ.

Передняя часть пильной головки: устройство блокировки пильной головки, прижимной цилиндр и т. д.
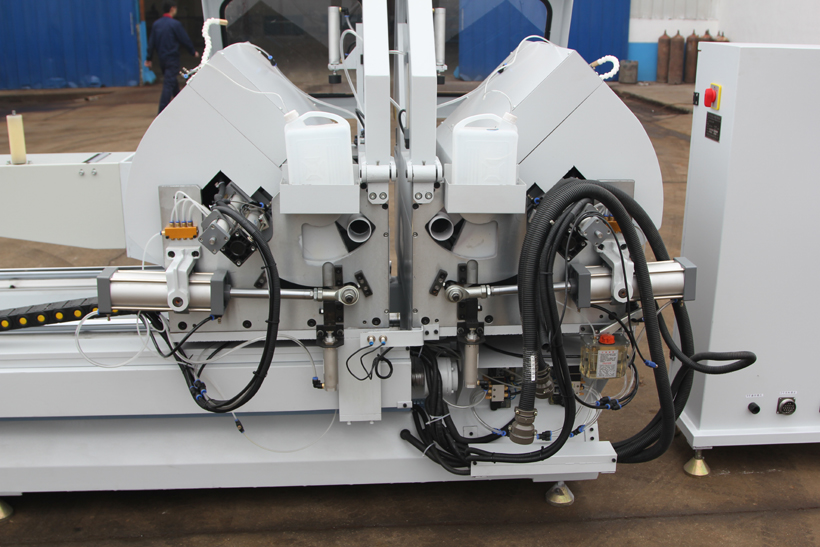
Задняя часть пильной головки: демпфирующий цилиндр, контур, трубопровод охлаждающей жидкости и т. д.

Сервомотор: приводит головку в движение с помощью шарикового винта.

Панель управления: просто введите значение, и вы сможете управлять перемещением головки станка, углом поворота, резкой и другими операциями.
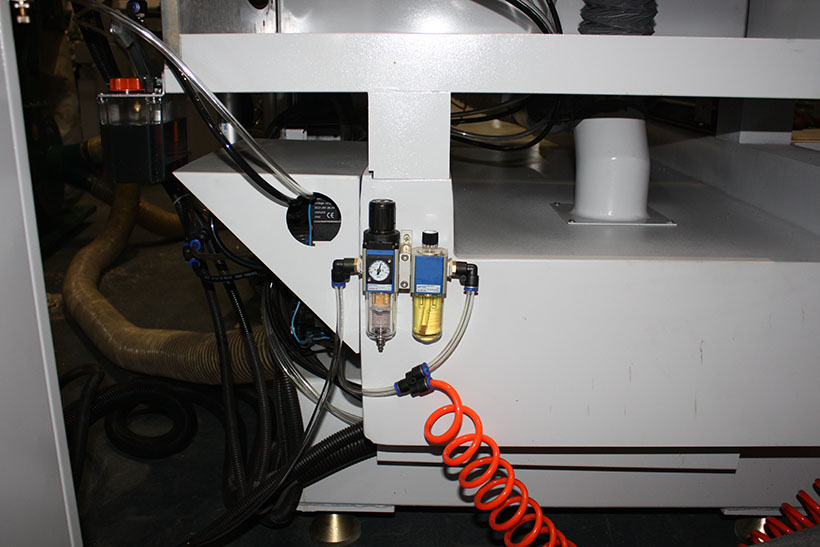
Маслоотделитель обеспечивает бесперебойное движение газа.

Вакуумная система обеспечивает чистоту, а цепь в резервуаре — стабильность трубопровода и газового тракта.

Защитный щиток для головы, распылитель охлаждающей жидкости для пильного полотна и т. д.
II. Описание системы.
1. В данной машине используется программируемый контроллер Mitsubishi, 7-дюймовый сенсорный экран с истинной цветопередачей, двигатель, драйвер, импульсный источник питания и т.д., образующие замкнутую систему управления.
2. В системе используется сенсорный человеко-машинный интерфейс, обладающий преимуществами высокой скорости реакции, простоты в эксплуатации и обучения.
3. Точность управления высокая, стабильная и надежная.

Правила техники безопасности при эксплуатации двухголовочных прецизионных станков с ЧПУ для распиловки алюминиевых дверей и окон.
LJJ2AS-500*4200.
1. Перед началом работы с оборудованием оператор должен пройти обучение и внимательно ознакомиться с инструкцией по эксплуатации.
2. Перед началом работы с оборудованием операторы должны надевать защитное снаряжение и плотно прилегающие манжеты.
Длинные волосы необходимо завязать под рабочей шапочкой.
Категорически запрещено носить перчатки, а также любые аксессуары, влияющие на ход операции.
3. Перед запуском тщательно проверьте все части оборудования. Строго запрещается использовать любые предметы, препятствующие работе. Заготовка должна быть надежно закреплена.
4. Направление вращения инструмента следует определить до начала работы, и операция может быть продолжена только в том случае, если направление указано правильно; в противном случае операция будет скорректирована.
5. Во время работы оборудования оператору запрещается покидать оборудование, а также приближаться к вращающемуся на высокой скорости шпинделю, ремню, пильному полотну и другим частям и прикасаться к ним.
6. Эффект от распылительной смазки следует регулярно наблюдать в процессе резки на оборудовании, поскольку он оказывает большое влияние на долговечность пильного полотна и точность сечения профиля резки.
7. При смене инструмента следует надевать качественные перчатки, чтобы избежать травм, вызванных контактом кожи с острым краем.
Заменяемый инструмент следует проверить на наличие повреждений и деформаций.
Использование деформированных и поврежденных ножей строго запрещено.
Заменённые ножи следует утилизировать надлежащим образом.
8. Перед запуском и во время работы винт и направляющую следует регулярно смазывать маслом (раз в 2 часа), а устройство для подачи масла должно располагаться с задней стороны неподвижной головки.
Регулярная подача масла крайне необходима для обеспечения долговечности и точности обработки оборудования.
9. Во время технического обслуживания необходимо отключать электропитание оборудования и привлекать для проведения работ квалифицированный персонал.
10. После завершения работ оборудование следует тщательно очистить, а движущиеся части смазать маслом.